



使用高速鋼鉆頭時,如果對切削刃部(頂角,橫刃,前角,后角等)不作任何刃磨就使用,或者無目的、無要求的妄磨,這是不合理的使用。要物盡其用,必須按被加工材料的不同性質,對鉆頭進行不同的刃磨,這樣才能使鉆頭真正發揮應有的效能。鉆頭刃磨前必須了解鉆頭的結構和被加工材料的特性以及兩者之間的矛盾,了解在鉆孔中所產生的問題,這樣才能有針對性地進行刃磨,解決問題。一、加工不同材料時所產生的問題和解決方法1.鑄鐵一硬度低(一般為175-250HB),強度低,脆性大,塑性變形小,導熱率較低,組織較松,切屑成粉碎狀,鉆頭的磨損幾乎全在后面上,外圓轉角處磨損大,阻礙了刀具壽命和生產效率的提高。對于以上問題可采取下列辦法:a.鉆頭采用雙重頂角外緣轉角處易磨損,那么就干脆先磨去而形成雙頂角,這樣可將鉆頭壽命提高1~2倍。b.適當加大后角。外刃后角采用13°~16°以減少摩擦,提高鉆頭壽命。c.鉆削時要加大進給量,并適當降低切削速度,而不宜采用高轉速小進給量。d.如果采用冷卻液,切不可斷續使用,同時流量要適當,否則,量少和斷續將造成孔的局部硬化,而且粉末狀切屑研磨刃口也會加快鉆頭磨損刀具材料的選擇對刀具壽命、加工效率、加工質量和加工成本等的影響很大。歐美數控機床刀具定制
金剛石工具主要用于鋁、銅、鎂及其合金、硬質合金和高耐磨纖維增塑材料、金屬基復合材料、木材等非金屬材料的車削加工。切削速度、進給速度和深度加工條件取決于工件材料和硬度。主要用于有色金屬、硬質合金、陶瓷、非金屬材料(塑料、硬質橡膠、碳棒、木材、水泥制品等)的切削加工,主要用于人造聚晶金剛石復合板(PDC)的性能和應用接近PCD刀具。由于金剛石顆粒要求有一些殘留的粘結金屬和石墨,其中粘結金屬以聚結或葉脈分布會降低工具的耐磨性和壽命。除此之外,還有溶劑金屬殘留,溶劑金屬與金剛石表面直接接觸。降低(PDC)的抗氧化能力和刀具的耐熱溫度,因此刀具的切削性能不穩定。由于金剛石與低熔點金屬及其合金之間具有較高的界面能,因此制備金剛石厚膜刀具的工藝復雜。普通低熔點焊料合金很難浸潤金剛石。可焊性極差,難以制成復雜的幾何形狀刀具,因此無法在高速銑削中使用TDF焊接刀具。由于金剛石涂層工藝除了具有優良的力學性能外,還可以用于高速加工,如鋁鈦合金航空材料和石墨電極等。金剛石涂層工藝可以制備任何復雜形狀的銑刀。四川可轉位刀具定制PCD刀具又叫人造聚晶金剛石,所以可以叫金剛石PCD刀具,一般用于有色金屬加工。

如果正確選擇切削用量、刀具幾何參數及其他加工條件,則PCBN是一種高效長壽命刀具,能創造很高的經濟效益,但如果使用方法不當,則會造成很大的浪費。(1)合理選擇切削用量:切削速度要根據被加工材料進行選擇,一般要高于硬質合金刀具。切削硬度HRC55~65的淬硬鋼可選切削速度為80~120m/min,由于PCBN切削硬材料是將切削區內微小區域的金屬軟化而進行的,因此切削速度過低時,就不能發揮PCBN刀具的切削性能。進給量一般不能大于,背吃刀量一般選擇小于。(2)合理選擇刀具幾何參數:由于PCBN刀具的韌性高于陶瓷,低于硬質合金,因此刀具幾何參數的選擇主要考慮的就是保證刃口強度,刀具前角一般選擇(0°~-10°),后角選擇較小,為10°左右。除特殊要求外,為保證刀尖強度,刀尖角一般不要小于90°;刃口要磨出負倒棱,一般取為×(-15°~-30°),使用前要用30~50倍放大鏡對刀具進行檢查,確保刃口無崩刃。(3)冷卻與潤滑:對其他材料刀具,采用冷卻潤滑液有利于提高加工表面和延長刀具壽命,但對PCBN刀具除極特殊情況下,不加冷卻液同樣可達到理想的加工質量和較長的刀具壽命,對PCBN刀具來說是怕軟不怕硬。若使用冷卻液,則不能使用水溶性冷卻液,因為CBN易在1000℃產生水解作用。
每卓實業供應常規機械夾緊刀片和特制機械夾緊刀片。選用世界上^的生產線和先進的生產工藝,我們可以為客戶提供用于車削、銑削、鏜孔、切槽、螺紋的成型刀片或半加工刀片。PCD可轉位刀片類型:位字母為形狀代號,用于表示刀片的形狀,包括正方形、正三角形、菱形等。第二位字母為后角代號,表示刀片的后角,第三位字母為等級代號,表示刀片的制造精度等級,A~U不同,A級精度^高,第四位字母為溝、孔代號,表示刀片的表面形狀,指斷屑槽和安裝孔,數字前兩位為切削刃長度及內切圓代號,表示切削刃長度和內切圓直徑,中間兩位為厚度代號,指的是刀片的厚度,后兩位表示刀尖圓弧半徑代號,一般指數值,在數字代號后的位字母表示主切削刃形狀刀具,由斷屑槽區分,^的的兩位字母為補充代號,主要指適用的材料及使用工藝特性。PCD可轉位刀片的優點可轉位刀具與釺焊式和其他機械夾固式的刀具相比有如下優點:①避免了硬質合金釺焊時容易產生裂紋的缺點;②可轉位刀片適合用氣相沉積法在硬質合金刀片表面沉積薄層更硬的材料(碳化鈦、氮化鈦和氧化鋁),以提高切削性能;③換刀時間較短;④由于可轉位刀片是標準化和集中生產的,刀片幾何參數易于一致,切屑控制穩定。面對日益增多的難加工材料,刀具行業必須改進刀具材料研發新的刀具材料和更合理的非標刀具。

中國刀具市場被冠以便宜沒好貨,是因為只看到了表層,做到便宜,還能盈利,就要認真分析中國刀具市場。所謂“贏利的刀具”應該具備的特性除了生產效率、產品性能等要素外,降低刀具成本也是一個至關重要的因素。東風汽車公司發動機廠自1988年使用PCBN刀具后,其效果一直保持穩定,較好地解決了引進設備的刀具國產化問題。隨著中國汽車制造業的高速發展,國內刀具行業也異常活躍,蓬勃發展,國內外的刀具公司都看中了中國這個大市場,但這些外國刀具公司在剛進入中國時,對中國超硬刀具市場的發展估計并不足,有的是委托中國代理商銷售一部分刀具,售后服務等工作還未能有力跟上,另外以瓦薩琪公司為在廣佛地區為首的專業做超硬刀具的公司也同樣在順德設立了生產工廠,專門進行超硬刀具如金剛石刀具和CBN刀具的加工和修磨工作,產品質量尤勝進口刀具,其業務量也很大,幫助不少客戶解決了超硬刀具的修磨工作。金剛石刀具優異性能決定了它在機加工中的廣泛應用。組合刀具材料
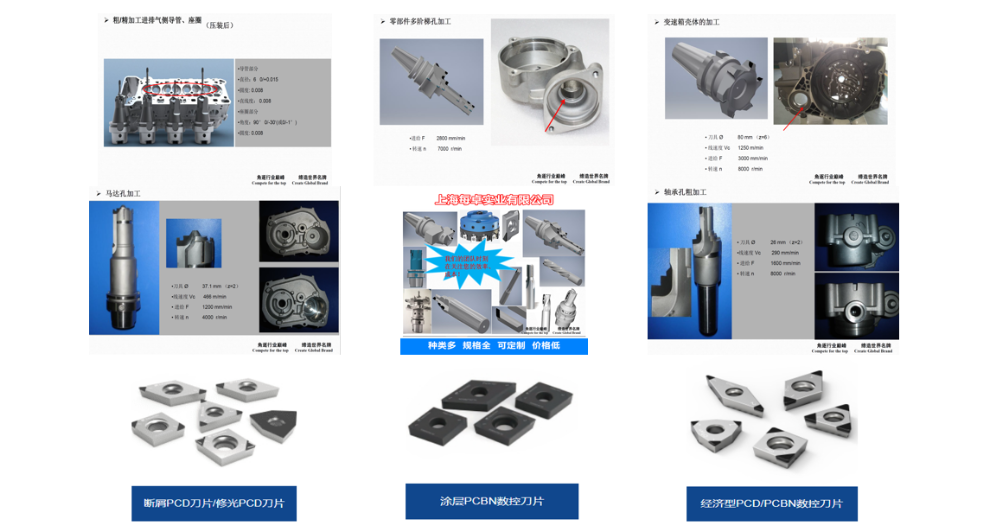
PCD成型鉆絞刀,可以省去粗加工刀具,直接一刀成型,為客戶節省了更多的加工時間。歐美數控機床刀具定制
刀具是數控加工中必不可少的東西,它不僅可以切削工件、切除切屑,還能對工件的尺度和外表進行精確的丈量。在數控車床加工時,因為零件形狀復雜多樣,需要根據不同零件的特色來選擇不同的刀具。因此非標刀具的使用越來越了。下面就給大家介紹一下非標刀具的分類以及其特色:非標準(定制)型刀具有哪些類型?1、通用型:通用型的特色是使用面廣,價格低;2、**型:如螺紋刀片、銑削刀片等;3、特殊型:包含各種超硬材料制造的刀片和陶瓷刀片等;4、組合性:將兩種以上不同類型的刀片組合起來使用;5、復合性:將多種類型的刀片復合在一起使用。歐美數控機床刀具定制